One-piece dispensing nozzle for 98MM Ultra grinder





Print Profile(1)

Description
Boost Me (for free)
Remember to download before boosting, otherwise the link may be overloaded
It is recommended to print using the .3mf file, with a layer height of 0.16mm. Applying glue to the base allows for support-free printing.
The model in the .3mf file may not be the latest version. The .3mf file serves only as a placement guide for FDM printing. For the latest version, please download the .step file for printing.
Using a water-based lubricant is recommended for residue-free printing and smooth filament flow. Other methods are left to your own experimentation.
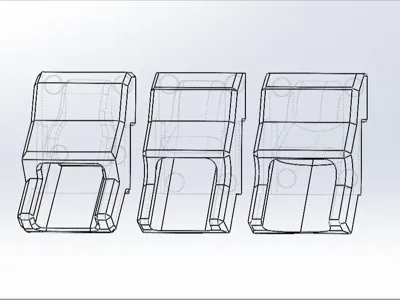
The images, from left to right, depict Rain u, Ghost u, and 7 u.
The Rain u model is compatible with the Scoop and Apollo versions.
The Ghost u model is compatible with the Ghost u version.
The 7 u model is compatible with the Wild u version.
For transparent resin printing, download the file and select resin printing from JLCPCB 3D printing services. The 8001 transparent version achieves transparency through the application of a UV-curable spray coating (non-toxic and harmless for everyday use, confirmed with JLCPCB customer service). If you have concerns, the 8001 semi-transparent process is an alternative.
Additionally, magnets need to be added separately.
Four 8x2mm cylindrical magnets are required (N52 magnets are not recommended). Use 406 cyanoacrylate adhesive (without whitening) for bonding; UV-curable resin is also suitable. Avoid using 502 adhesive, as it may cause whitening.
Update Log:
2025/1/3: Rain u update; enlarged the filament outlet, increasing the angle for improved filament flow.
Comment & Rating (0)