Bambu Lab Spool Flexi Silica Box ⧸ MaxFlow³







Print Profile(2)


Bill of Materials


- Silica Gel x 1: Don't Buy The Blue Stuff!
Description
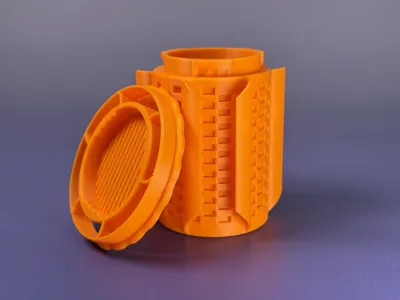
Designed specifically for Bambu Lab reusable spools and built around one goal: maximum moisture exchange with zero compromises.
 Designed as part of an evolving system for filament storage and moisture control.
Each desiccant holder is conceived, printed, and tested in real day to day use, not just tuned for screenshots. Airflow, capacity, refill handling, AMS compatibility, and long term durability are explored across multiple iterations. Spool Desiccant Collection: Spool Drying ⧸ Dry Filament
Follow me If dry filament matters to you. A like or a boost directly supports further testing and new designs driven by daily use, not trends. |
Two versions are included. Clean or labeled. One with a minimalist front, the other with an integrated "Bambu Lab" front label.
Suitable for desiccants with a particle size of 0.6 mm or larger. That covers just about everything that’s typically available.
MaxFlow³ for Bambu Lab introduces a paired fin geometry inspired by reactor style airflow patterns. Instead of uniformly rotated structures, opposing fin segments create controlled airflow channels and create a very recognizable visual signature at the same time.
Flexible preload fins lock firmly against the spool core while keeping installation effortless and allow air exchange from virtually every direction.
The result is stronger retention, cleaner fitment, improved airflow, better printability, lower material consumption, and faster print times.
Verified compatibility currently includes Bambu Lab Reusable, Bambu Lab Reusable HT and the old Bambu Lab Reusable Clear.
PETG, ABS, ASA, PC or simple PLA, everything tested.
No brims, no rafts, no support, no mouse ears, no experiments. The magic is in the geometry, not slicer tweaks.
Pro Tip: Silent Silica, No Dust
For an even quieter spool, place a small piece of melamine foam, roughly container opening shaped (1cm height), between the silica gel and the lid before closing it.
The foam gently compresses the silica bed, preventing the beads from shifting while the spool rotates. This almost completely eliminates rattling and also minimizes abrasion, reducing long term silica dust.
I've been using this simple trick for years, and it works remarkably well.
FDM first geometry
The slicer should not have to rescue the model.
The model should already know how it wants to be printed.
This model is not just shaped for printing. It is calculated for printing. Wall stacks, ring spacing, bridge positions, layer height, extrusion width, and remaining height compensation are all considered directly in the procedural geometry.
Instead of leaving awkward half layer transitions and geometric leftovers for the slicer to improvise around, the model distributes and aligns critical structures around real FDM behavior. That means cleaner layers, fewer random toolpath decisions, less gap fill, more predictable bridging, and more consistent mechanical performance.
In practice, this means you can throw the model into almost any slicer, enable the Arachne wall generator, set a 0.2 mm layer height, keep a standard 0.4 mm nozzle, and press slice. Printer choice matters surprisingly little because the geometry itself already guides the slicer toward clean and reliable extrusion paths.
Model History
2026/05/14 Initial release
And here is what that looks like in the finished model





It stays sealed. No friction hacks, no accidental opening.

A Note on Silica Gel Desiccant
For everyday use, I just cut open those little sachets that come with filament, electronics, food, whatever. Been doing this for years and it works great. Just double check they actually contain silica gel and not some cheap clay substitute. Orange silica gel is another solid option that I trust. You can even mix orange beads with the reclaimed packet stuff and they play nice together.
Now here's where I get serious about safety. Blue silica gel might look pretty, but it's nasty stuff. Contains either Crystal Violet (CAS No. 548-62-9) which is possibly carcinogenic, or Cobalt(II)Chloride (CAS No. 7791-13-1) which flat out is carcinogenic.
I don't care what the marketing says about "eco friendly" or "safe formula" or whatever. If it's blue, there's cancer causing chemicals in there. Period. Don't get fooled by fancy packaging on this stuff. Blue equals bad news, no exceptions. You want to keep your filament dry, not poison yourself doing it.
If it's blue, skip it. You’ve been warned.
Clean Your Print Bed!
Important: This specifically applies to textured and smooth PEI plates. Do not use aggressive cleaners or abrasive scrub pads on specialty coatings like SuperTack, cold plates, or similar surfaces unless the manufacturer explicitly recommends it. Those coatings can be permanently damaged very quickly.
Some say use dish soap, I say absolutely not. Half of it is designed for your hands, and what is good for skin is terrible for serious degreasing. My secret sauce? Heavy duty bathroom cleaner, the kind that destroys grease, limescale, and whatever else your bathroom has been through. Put on gloves if you want to be responsible, I usually do not. Apply it with a soft sponge and, once adhesion starts dropping, flip to the scrub side and give the plate a proper deep clean. Rinse thoroughly with hot water and wipe it down with a microfiber cloth before reinstalling it.
And once your bed is sparkling clean, keep your greasy sausage fingers off the print surface. Skin oils are the enemy.
Pro tip: For certain materials like polyamide, polycarbonate, ASA, ABS, or TPU, a proper adhesion promoter can save your day and make removal dramatically easier. I once printed ASA CF directly on PEI and genuinely regretted it afterwards. Products like Magigoo PA, Magigoo PC, or the 3DLAC stick that I personally love for ASA and ABS can make a massive difference.
And TPU? That stuff can cling to PEI like there is no tomorrow. With the right adhesion layer (glue stick), even TPU eventually lets go without starting a small war.
Dry your Filament really good
When filament absorbs moisture, the water turns to steam as it passes through the hotend. This creates audible popping or crackling sounds. Each pop is a tiny steam explosion inside the nozzle, which causes inconsistent extrusion, micro bubbles, and poor surface quality. These internal bursts can also weaken the part structurally. If you hear popping, your filament is wet and it's time to dry it.
Moisture is one of the biggest enemies of good prints. Materials like Nylon (PA), PVA, TPU, PETG, and PC are highly hygroscopic and can absorb water from the air in just a few hours, leading to stringing, bubbles, weak layer adhesion, and brittle parts. Even PLA, while less sensitive, will absorb moisture over time. This causes hydrolysis, a chemical breakdown that makes PLA brittle and ruins its print quality. If you want strong, clean, reliable prints, drying your filament is essential, no matter the material.
Filament Recommendations
Pick a filament that matches your temperature range and workflow. If you want to dry your silica gel and filament together in the AMS 2 Pro, your filament needs to handle at least 65°C (PETG). For the AMS HT, go with something that takes 85°C (HT-PLA, ABS, ASA or PC).
After printing, I let the models cool down slowly in the chamber instead of yanking them out right away.
You can get all filaments directly from Bambu Lab except HT-PLA. My HT-PLA comes from Polymaker and got a two hour post treatment at 85°C in the AMS-HT.
Boost Me (for free)
Support for this model helps fund 3D printing in a local school in Lower Saxony, Germany. Contributions go toward printers and filament for student maker and robotics clubs, including preparation for "Jugend forscht" competitions. Likes, follows, and boosts help increase visibility and indirectly support hands-on technical education.
Translation Notice: I am not a native English speaker. I write all descriptions in English to ensure the best automated translation into other languages. To make the text smoother and more readable, I use language tools to refine my wording.
Bill of Materials Notice: Hero Shot models are usually printed in Bambu Lab PLA Basic, primarily Pumpkin Orange, Purple and Matte Charcoal Black. The Bill of Materials contains the recommended filament for the model, which may differ from the filament used for the photos.
Purchases made via the BOM support my work through the Maker World Commission Incentive at no extra cost to you.
License
You shall not share, sub-license, sell, rent, host, transfer, or distribute in any way the digital or 3D printed versions of this object, nor any other derivative work of this object in its digital or physical format (including - but not limited to - remixes of this object, and hosting on other digital platforms). The objects may not be used without permission in any way whatsoever in which you charge money, or collect fees.
Comment & Rating (164)