T8 Lead Screw Cleaning Tool V2













Print Profile(1)
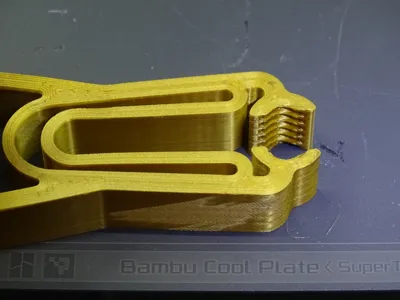
![[As recommended]: 0.08mm layer, 8 walls, 15% infill](https://makerworld.bblmw.com/makerworld/model/US146e095692fa94/496709571/instance/2025-11-29_2e2b74c45c699.jpg?x-oss-process=image%2Fresize%2Cw_100%2Fformat%2Cwebp)
Description
T8 Lead Screw Cleaning Tool V2
(This tool will not work on the A1 or A1 mini because the lead screw has a limited access.)
This is a new version of my T8 lead screw cleaning tool for any 3d printer that uses a STANDARD T8 lead screw: T8x8 (8mm outer diameter, 8mm lead, 2mm pitch, 4-start Acme thread). The design intent for this version is still the same as version 1, but I have made major changes to the jaw design which makes this a new version. As with version 1, you still must first put an “Alcohol Prep Pad” around the lead screw threads and then apply the clamp over the alcohol pad. Once the tool is clamped on the lead screw, move the platform up or down to clean the threads. As the tool gets closer to either end of its travel, just grab one ear of the tool and pull it off the lead screw.
Version 2 has 2.5 times more clamping force than version 1 because I changed the geometry between the threads on one side of the jaw relative to the other side. The new design also shortened and moved the “internal spring loop” closer to the jaws of the tool. I have also allowed more clearance for the “Alcohol Prep Pad” so it will allow a better fit to the contour of the trapezoidal thread profile of a T8 lead screw. All these changes give the tool the ability to better clean the threads. I would REALLY recommend that you use a standard alcohol prep pad because I used that thickness to calculate the clearances. I added rounded ends with 6mm holes on the ears to make it easier to pull the tool off the lead screw and provide a way to hang the tool for storage.
The printer settings for the layer height is different than version 1. I recommend using a .08mm Extra Fine layer setting to give the printed thread profile the best possible match to the lead screw thread. The print time is just over an hour at this setting. I believe it is well worth the extra print time. The “wall loops” should still be set to 8 or more. All other settings are the defaults for PLA. I did find that PLA-CF increased the jaw clamping force even more. I also found that PETG did not perform as well as PLA.
License
You shall not share, sub-license, sell, rent, host, transfer, or distribute in any way the digital or 3D printed versions of this object, nor any other derivative work of this object in its digital or physical format (including - but not limited to - remixes of this object, and hosting on other digital platforms). The objects may not be used without permission in any way whatsoever in which you charge money, or collect fees.
Comment & Rating (66)