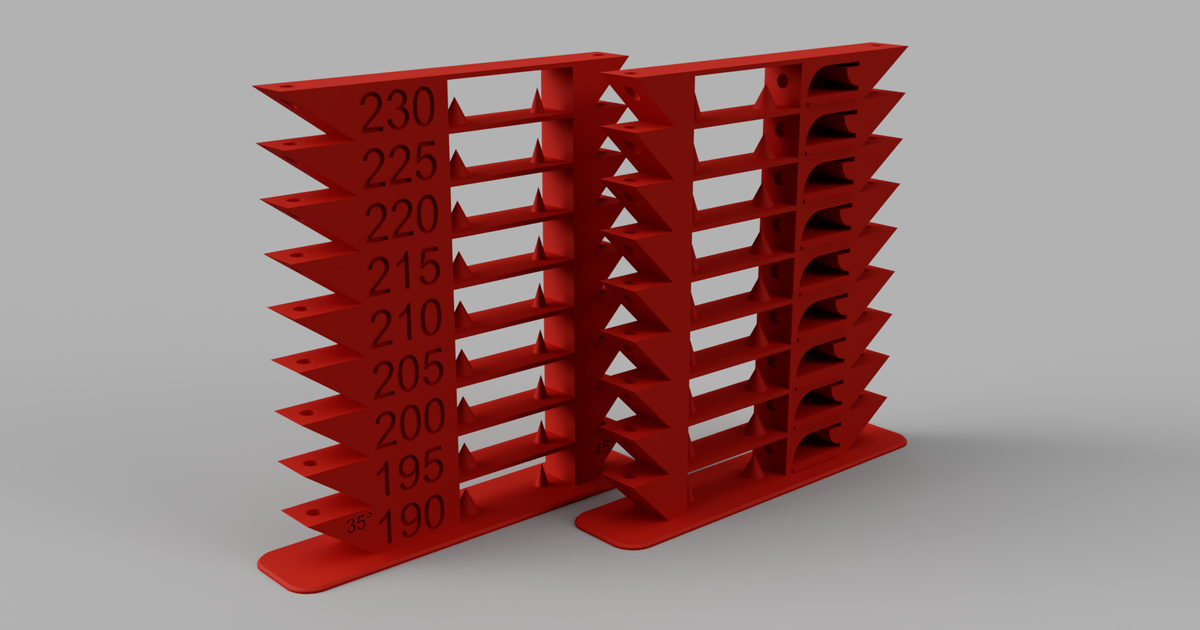
TPU Temperature Tower (temp tower) G Code
TPU Temperature Tower (temp tower) G Code


Print Profile(1)

Description
EASY PROCESS
You MUST INSERT THE G CODE:
- Select the edit button to the right of your printer model to bring up printer settings.

2. Select the “Machine G-code” tab

3. Scroll down to “Layer change G-code.” Now copy and paste this code above the current G-code (DO NOT REMOVE the current G-code, simply copy and paste it above.
{if layer_num==0} M104 S190{endif};
{if layer_num==28} M104 S195{endif};
{if layer_num==53} M104 S200{endif};
{if layer_num==78} M104 S205{endif};
{if layer_num==103} M104 S210{endif};
{if layer_num==128} M104 S215{endif};
{if layer_num==153} M104 S220{endif};
{if layer_num==178} M104 S225{endif};
{if layer_num==203} M104 S230{endif};

YOU ARE DONE :) You can slice the file, and select Temperature colour scheme to check if it worked and you will see a rainbow coloured model with different colours for each of the layers
Comment & Rating (27)











This remix is based on
License
You shall not share, sub-license, sell, rent, host, transfer, or distribute in any way the digital or 3D printed versions of this object, nor any other derivative work of this object in its digital or physical format (including - but not limited to - remixes of this object, and hosting on other digital platforms). The objects may not be used without permission in any way whatsoever in which you charge money, or collect fees.



