Lock for Pastamatic target filament spooler.













Print Profile(1)

Description
Boost Me (for free)
Please boost if you use and like my work!
Video:
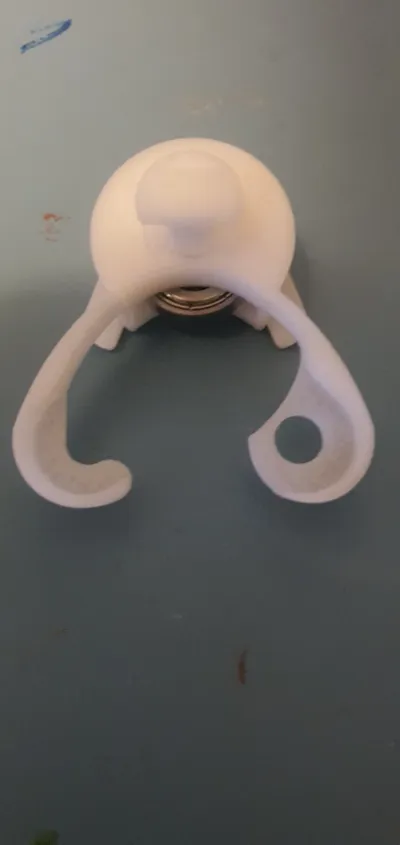
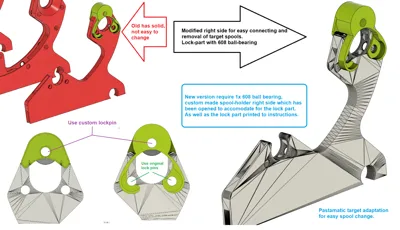
---=== THIS LOCK ALSO FITS THE PASTAMATIC SOURCE SPOOLERS AS LOCK ON BOTH SIDES ===---
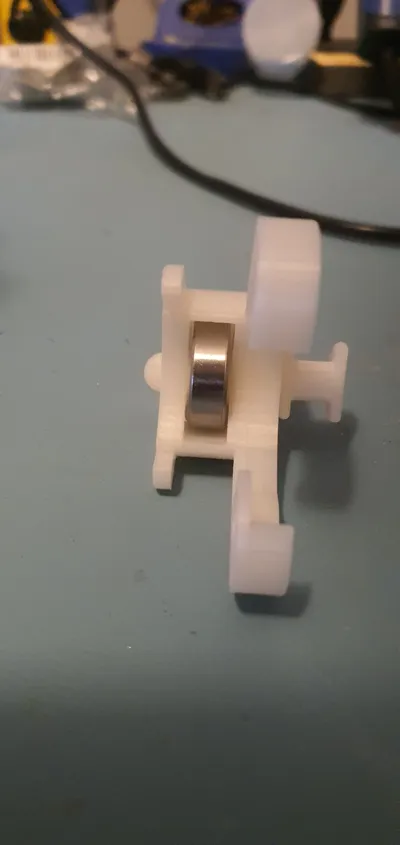
EXTRA PARTS NEEDED: 1x 608 ball bearing per lock
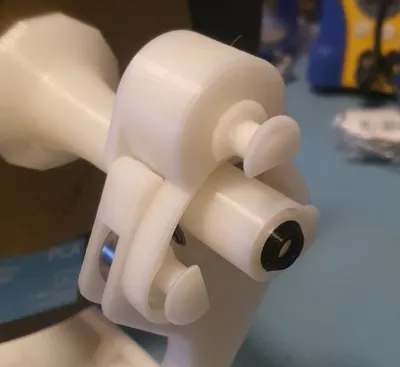
BUILDPLATE 1: This is the locking pin and lock for the custom made pastamatic target right side.
You attach the lock with the normal 2 pins from the original, then use the longer pin to secure a 608 ballbearing into the lock.
IMPORTANT TO PRINT THIS with a 0.4 nozzle and 0.08mm layerheight since the small built in washers need to print in several layers
correctly!
GLOBAL SETTINGS OF SLICER:
Flush for parts requiring support interfaces set to 350 for all colors.
Prime tower set to
Width: 70
Prime volume: 300
Brim width: 3
Flush into objects globaly DISABLED for all.
Other global settings: REDUCE INFILL RETRACTION = OFF (!!!!) <<<<--------- IMPORTANT!
BRIM: No-Brim globally
OBJECT SPECIFIC SETTINGS: ExtraLargerWashers-CLIP-ON-608-LOCK-Body6-THE-ONE-TO-PRINT.stl
Settings for printing Lock: 0.4mm nozzle
Frequent:
Layer height: 0.08
Sparse infill density: 35%
Wall loops: 4
Enable support: ON
Quality: 0.42
Default:0.42
Outer wall:0.4
Inner wall:0.4
Top surface:0.42
Sparse infill:0.45
Internal solid infill: 0.4
Support: 0.38
Seams: Aligned
Bridge density: 100%
Ironing: Topmost surface only
Make overhangs printable: DISABLED
Strength:
Detect thin walls: OFF
Wall loops: 4
Top Surfacepattern: Monotonic Line
Top shell layers: 5
Top shell tickness: 0
Bottom Surface pattern: Monotonic line
Bottom shell layers: 5
Bottom shell thickness: 0
Top/bottom solid infill wall overlap: 25%
Sparse infill: 35%
Sparse infill pattern: Gyroid
Internal solid infill: Monotonic line
Bridge infill direction: 35 degrees
Speed:
Outer Wall: 100
Inner Wall: 100
Small perimeters: 50%
Sparse infill: 100
Top Surface: 100
Gap infill: 100
Support: 150
Support interface: 20 (PETG)
Overhang speed:
10ms for all, except bridge, 50ms
Support:
Enabled: YES
Type: Normal(auto)
Style: Default (grid/organic)
Angle treshhold: 30 degrees
Remove small overhangs: OFF
On Buildplate only: OFF
Apply gap fill: EVERYWHERE
Raft Layers: 0
Filaments for support:
Support/raft base: PLA
Support/raft INTERFACE: PETG
Advanced settings:
TopZ: 0
BottomZ: 0
Base pattern spacing: 2.5mm
Base pattern: HOLLOW
Pattern angle: 80 degrees
Top Interface layers: 5 (PETG)
Bottom interface layers: 5 (PETG)
Interface pattern: Rectilinear Interlaced
Top Interface spacing: 0
Bottom interface spacing: 0
normal support expansion: 0
Support/xy distance: 0.28
Multimaterial IMPORTANT SETTINGS!
Flush into objects and supports = OFF!!!
Others settings:
BRIM: No-Brim
OBJECT SPECIFIC SETTINGS: Short pin 8-Longer-Thicker-For-Lock.stl
Frequent:
Layer height: 0.08
Sparse infill density: 90% <<--- PLEASE NOTE
Wall loops: 1 <<--- PLEASE NOTE
Enable support: ON
Quality: 0.42
Default:0.42
Outer wall:0.4
Inner wall:0.4
Top surface:0.42
Sparse infill: 0.2 (!!!!) <<<<--------- IMPORTANT!
Internal solid infill: 0.4
Support: 0.38
Seams: Aligned
Bridge density: 100%
Walls printing order: INNER/OUTER/INNER <<--- PLEASE NOTE
Apply gap fill: EVERYWHERE
Ironing: NO IRONING
Make overhangs printable: DISABLED
Strenght:
Detect thin walls: OFF
Wall loops: 4
Top Surfacepattern: Monotonic Line
Top shell layers: 5
Top shell tickness: 0
Bottom Surface pattern: Monotonic line
Bottom shell layers: 5
Bottom shell thickness: 0
Top/bottom solid infill wall overlap: 25%
Sparse infill: 35%
Sparse infill pattern: Gyroid
Internal solid infill: Monotonic line
Bridge infill direction: 35 degrees
Speed:
Outer Wall: 100
Inner Wall: 100
Small perimeters: 50%
Sparse infill: 10 (!!!!) <<<<--------- IMPORTANT BECAUSE OF SMALLER LINE WIDTH!
Top Surface: 100
Gap infill: 100
Support: 100
Support interface: 20 (PETG) <<--- PLEASE NOTE
Overhang speed:
10ms for all, except bridge, 20ms
Support:
Enabled: YES
Type: Normal(auto)
Style: Default (grid/organic)
Angle treshhold: 30 degrees
Remove small overhangs: OFF
On Buildplate only: OFF
Raft Layers: 0
Filaments for support:
Support/raft base: PLA
Support/raft INTERFACE: PETG
Advanced settings:
TopZ: 0
BottomZ: 0
Base pattern spacing: 2.5mm
Base pattern: HOLLOW
Pattern angle: 80 degrees
Top Interface layers: 5 (PETG)
Bottom interface layers: 5 (PETG)
Interface pattern: Rectilinear Interlaced
Top Interface spacing: 0
Bottom interface spacing: 0
normal support expansion: 0
Support/xy distance: 0.28
Multimaterial IMPORTANT SETTINGS!
Flush into objects and supports = OFF!!!
Others settings:
BRIM: No-Brim
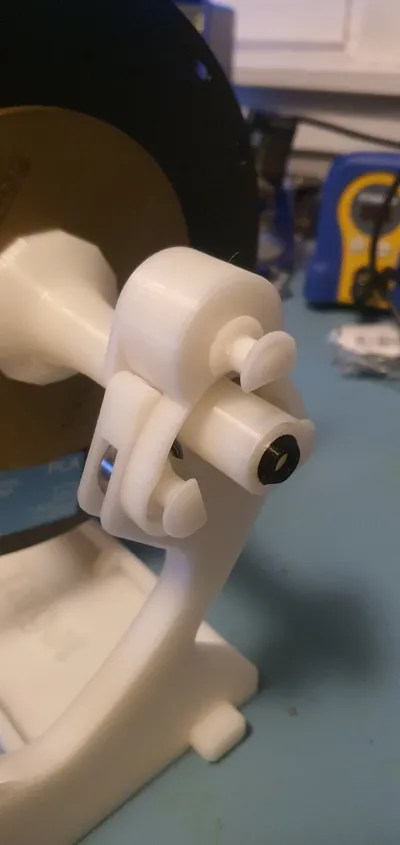
BUILDPLATE 2: This will replace the part originally on the right side of the Pastamatic filament spooler TARGET.
And the lock with 608 ball bearing will be attached ontop
All supports turned OFF
Frequent:
Layer height: 0.2
Sparse infill density: 25%
Wall loops: 4
Enable support: OFF
Quality:
Default:0.42
Outer wall:0.4
Inner wall:0.4
Top surface:0.42
Sparse infill:0.45
Internal solid infill: 0.4
Support: 0.38
Seams: Aligned
Bridge density: 100%
Ironing: No-Ironing
Make overhangs printable: DISABLED
Speed:
Outer Wall: 150
Inner Wall: 100
Small perimeters: 50%
Sparse infill: 150
Top Surface: 150
Gap infill: 150
Support: 150
Overhang speed:
10ms for all, except bridge, 20ms
--==!IMPORTANT!==--: I print this with a prime tower, hence why i use the small black dot on the model.
This to get a cleaner print as it "wipes" the nozzle on the prime tower on every layer.
I have included a PAUSE at layer 791, but this is where you should stop the print from continuing as the last piece is not part of the model.
This remix is based on

License
You shall not share, sub-license, sell, rent, host, transfer, or distribute in any way the digital or 3D printed versions of this object, nor any other derivative work of this object in its digital or physical format (including - but not limited to - remixes of this object, and hosting on other digital platforms). The objects may not be used without permission in any way whatsoever in which you charge money, or collect fees.
Comment & Rating (13)