












Print Profile(1)

Description
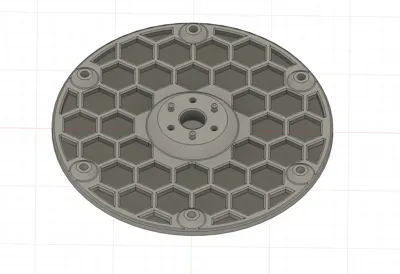
This is a remixed mower blade disc for the Navimow i-series, reworked specifically for light-weighting and to prevent warping when printed in high-temperature engineering filaments.
I originally had a really hard time printing the flat disc version in Bambu PAHT-CF. The warping forces were so severe that it literally ripped the build plate off the magnetic hotbed as it cooled, even when using an engineering plate with the "silver bullet" Visionminer adhesive. To solve this, I replaced the flat thick plate with a hexagon ribbing geometry. This breaks up the part's desire to warp while maintaining the inherent stiffness and structural strength required for a mower disc. It works well and saves some weight in the process.
Boost Me (for free)
Boosts are nice if you like my efforts.
Tolerances and Fitment
Depending on your filament and your degree of shrink, the fit onto the Navimow hub may be a bit tight and require really pushing or screwing the plate on. To help minimize this problem, I provide files here in both "regular" and "PAHT-CF" tolerances. The only differences between these versions are the center hole diameter and the size of the small alignment pegs. I encourage you to print the included test parts first to check the fit before you print the entire large plate.
Printing Notes
- Material: Very warp-prone filaments like PAHT-CF will still need good bed adhesion and a brim to print successfully. ASA-CF or PET-CF are also great choices, will likely behave a bit better on the build plate, and are highly suitable for outdoor use.
- Nozzle and Lines: My print was done with a 0.6 mm nozzle, 0.2 mm layer height, 0.62 mm thick walls, and 6 wall loops.
- Infill and Skin: Use concentric solid infill patterns to reduce warping stress. The top and bottom layers should also be set to concentric.
- Supports: Supports are needed for the 3 screw holes. I used ASA as a zero-clearance support interface for my PAHT-CF print to get clean overhangs, but you can also use same-material support in many cases.
Assembly
For assembly, you will need 6 M4x8.1x6mm heat-set brass inserts (the same as the parent model).
Use a soldering iron and heat-set kit to press them into place. Note that if you print this in PAHT-CF or similar high-temp materials, you will need to crank the heat way up on your iron to get the inserts to melt in properly.
I have included 3MF and STEP files, as well as my optimized Bambu Slicer setup for printing with ASA and PAHT-CF as shown here.
Safety Disclaimer
A spinning mower blade hub is inherently dangerous. This is a DIY 3D printed part and I am just sharing a design that worked well for my own personal use. Please use common sense, test everything carefully from a safe distance, and realize that 3D printed parts can fail under stress. You are modifying your mower entirely at your own risk. I take no responsibility for any injuries, damage to your mower, property damage, or voided warranties that might happen if you choose to print and use this model.

Comment & Rating (0)