TaishanPi 3M Case












Print Profile(1)

Description
TaishanPi 3M Development Board Case 3D Printing Instructions
File Name: TaishanPi 3M Case.3mf
Design Software: BambuStudio 02.05.03.61
Update Date: 2026-04-18
I. File Overview
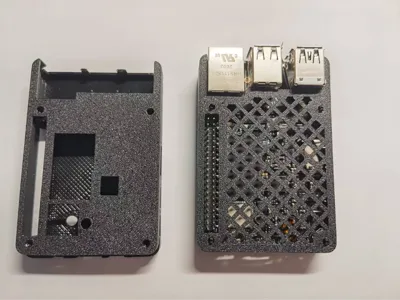
This file contains two versions of the dedicated case for the TaishanPi 3M development board, both sliced with BambuStudio and ready for direct import and printing on Bambu Lab printers
Both versions share the same bottom shell (bottom-65silk.stl), with different top cover designs:
| Version | Plate | Component Composition | Structural Features |
|---|---|---|---|
| Version 1 | Plate 1 | Bottom shell (bottom-65silk.stl) + top cover (top-open-65silk.stl) + keycaps × 4 | Chip open-cover structure |
| Version 2 | Plate 2 | Bottom shell (bottom-65silk.stl) + top cover (top-closed-65silk.stl) + keycaps × 4 | Grid structure |
Both versions include 4 small keycap parts (key8.stl), please print them together
M3 screws can also be used for the mounting through-holesThe grid structure for Version 2 is achieved by generating 'sparse infill' in the slicing software When adjusting, be sure to set the top and bottom layers to 0 You can choose your preferred infill type
II. Recommended Printer and Filament
| Item | Parameter |
|---|---|
| Recommended Model | Bambu Lab P1S (0.4 mm nozzle); compatible with X1C / X1E / X1 / P1P and others |
| Filament Type | PETG (Generic PETG) |
| Filament Diameter | 1.75 mm |
| Build Plate Type | Textured PEI Plate (Textured PEI Plate) |
Why choose PETG?
PETG combines toughness and heat resistance, outperforming PLA while being easier to print than ABS with a lower risk of warping, making it suitable for functional enclosures
III. Slicing Parameters
Slicing parameters are embedded within the 3MF file and will load automatically upon opening; the following is for reference (please refer to the parameters embedded in the actual file)
Basic Parameters
| Parameter | Value |
|---|---|
| Layer Height | 0.28 mm (Extra Draft mode, speed priority) |
| First Layer Height | 0.28 mm |
| Nozzle Diameter | 0.4 mm |
| Wall Loops | 4 walls |
| Top Shell Thickness | 0.6 mm |
| Infill Density | 40% (Grid) |
| Line Width (Outer Wall) | 0.36 mm |
| Line Width (Inner Wall/Infill) | 0.42 mm |
Temperature Parameters
| Parameter | Value |
|---|---|
| Nozzle Temperature (Printing) | 260 °C |
| Nozzle Temperature (First Layer) | 250 °C |
| Bed Temperature | 70 °C |
Support
| Part | Support Settings |
|---|---|
| Bottom shell (bottom-65silk.stl) | Support enabled (tree auto) |
| Closed top cover (top-closed-65silk.stl) | Support enabled (tree auto) |
| Open top cover (top-open-65silk.stl) | No support |
| Keycaps (key8.stl) | No support |
Other
| Parameter | Value |
|---|---|
| Print Order | By object printing (by object) |
| Brim | Auto Brim, width 3 mm |
| Cooling Fan | Min 30%, Max 70% |
IV. Precautions
- This file is designed specifically for the **TaishanPi 3M (RK3576)** development board; please verify the development board dimensions before installation
- PETG is sensitive to humidity; if the filament is not used for a long time after opening, it is recommended to store it sealed or in a dry box
- The 0.28 mm layer height is for 'Extra Draft' mode, offering faster printing speed but slightly lower surface accuracy; for a better appearance, you can change the layer height to 0.2 mm in BambuStudio and re-slice
- After printing, wait for the build plate to cool to room temperature before removing the print to avoid warping; after support removal, use sandpaper or a scraper to tidy up the surfaces
Comment & Rating (0)