Safariland QLS Fork and Plate - Rugged





















Print Profile(2)


Description
Major Props to The Reverse Engineer for this great piece of work. You can find his original plate here: https://makerworld.com/en/models/634422-safariland-qls-plate-for-wood-screws#profileId-559637 and original fork here: https://makerworld.com/en/models/1962958-safariland-qls-fork#profileId-2110075
That said, I had a real struggle making this print feel like something I would rely on and use in my daily life. Print orientation is of great importance and after many failed prints of both models I decided to make some changes that made the system feel more rugged, reliable and with a better finish. Its fully compatible with Safariland holsters and has great usability, strength and fit.
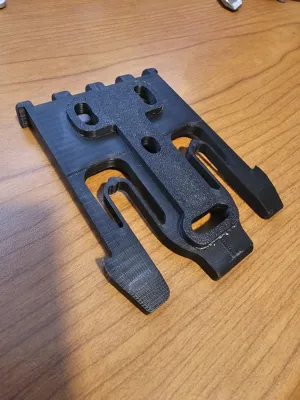
QLS Plate changes:
- The plate should be stood up vertically, so the u shaped channels are ideal for strength. Laying flat on its back not only creates a weak point where the “L” shape meets the body, its creates a ton of supports needed to fill the “U” channel, causing lots of friction during operation.
- The tabs on top of the plate (bottom orientation during printing) were FAR too weak and snapped on every print I made of the original, some during support removal and others during simple operation while clipping in and out. I doubled the thickness of these and they are much more secure and create a secure lock into place.
- Finally the gap on the top of the “U” channels created unnecessary need for more supports due to the vertical print orientation and overall weaker hold. I continued the channel its full length to make printing faster and the model stronger.
QLS Fork Changes:
- To match the added thickness of the tabs on the plate I extended the opened of the receiving slots on the fork to accommodate. No additional supports are needed and the overall top of the system now meet flush front to back along the entire top surface for a stronger fit.
- The tips of the fork angle were lessened for a smoother transition, slightly thicker tab and less need for filament changes along that transition.
- This piece should be laid flat with PLA interface for a nearly flawless finish with incredibly easy support removal.
Both are HIGHLY SUGGESTED to be printed in PETG (HF) with PLA interface. I prefer to print on 2 separate plates so the chance of leftover PLA does not have the chance of mixing with PETG layers.
Thanks again to the engineer for the design and I hope people find this solution if they ever struggle with the current models issues.

Comment & Rating (46)