AMS 2 Pro Desiccant Holders













Print Profile(7)




Bill of Materials


Description
Important - if you are using the .stl file, please read the instructions at the bottom. However, I recommend using either Bambu Handy, the “Open in Bambu Studio” option, or the .3mf file as everything will already be configured for you.
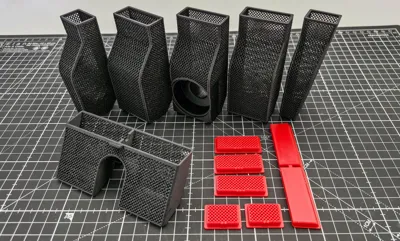
This is my new design for the AMS2 Pro desiccant holders. I regularly get 7% humidity (according to Bambu Studio) within a couple of hours as long as the desiccant is regularly refreshed, and that's in a room with 70% ambient humidity. There are five containers for the front sections and a single container for the rear section.
I designed them to maximise the airflow to the desiccant yet keep the containers rigid and robust, with the added bonus of great visibility if you are using colour changing desiccant (so that you know when it's exhausted). Due to the complex nature of the mesh it is a long print, but I honestly believe that these are the most efficient containers that you can use - and you'll only be printing them once - so it's worth it!
My design includes 3 funnels to fit the large containers, small (end) containers, and the rear container.
The main download file has space for a hygrometer (the one that is available from Maker's Supply), but if you don't want or need a hygrometer then you should use the print profile labelled “without hygrometer hole”.
The profile uses PETG, however, be very careful to fully dry the filament before printing. There are a lot of z-hops and PETG is very susceptible to stringing if it contains any dampness. I usually won't print unless the AMS reports 25% or less humidity. I would also recommend not using PLA as it will soften if you're using your AMS2 Pro with the drying cycle.
Printing instructions - only needed for .stl files
Be sure to set the “Wall generator” = Arachne. The mesh holes are very small and I found that when Bambu Studio sliced the lids it omitted the holes if I used Classic - not very useful!
The only area that may need supports are the top of the arch in the rear container and the hole for the hygrometer. I would also set the “Initial layer expansion” to 8mm as the default base for the supports is in my opnion too small.
Set “Brim type” to No-brim - they're really not necessary.
Note: this design is for the AMS2 Pro, see my other design if you're using the standard AMS:
https://makerworld.com/en/models/1182366-bambu-lab-ams-front-desiccant-holders#profileId-1192863
I also have a design for the AMS HT with the same design concepts:
https://makerworld.com/en/models/1993736-ams-ht-desiccant-holder#profileId-2145835
as well as Bambu filament spool desiccant holders:
https://makerworld.com/en/models/2067734-bambu-filament-spool-desiccant-holder#profileId-2233018
Boost Me (for free)
This project took me 35+ hours of designing in Fusion, and Boosting this model will provide me with some feedback that I'm heading in the right direction. Many thanks.
License
You shall not share, sub-license, sell, rent, host, transfer, or distribute in any way the digital or 3D printed versions of this object, nor any other derivative work of this object in its digital or physical format (including - but not limited to - remixes of this object, and hosting on other digital platforms). The objects may not be used without permission in any way whatsoever in which you charge money, or collect fees.
Comment & Rating (4981)