Bambu Lab Silica Desiccant Core Drybox⧸MaxFlow











Print Profile(3)





Description
Max Flow – more hole than wall for unmatched drying performance, perfect fit, and a click-lock hold that keeps your Bambu Lab spool sealed, secure, and moisture-free.
 Get the newest Model
This design evolved into MaxFlow³ for Bambu Lab, the latest generation built specifically for reusable spool cores. Refined handling, reliable retention and everyday usability gradually shaped the current design through many iterations.
Get it here: Bambu Lab Silica Desiccant Core Drybox ⧸ MaxFlow³
Follow me If dry filament matters to you. A like or a boost directly supports further testing and new designs driven by daily use, not trends. |
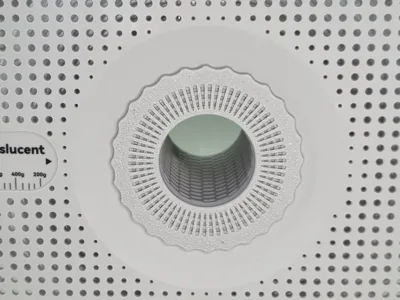
More hole than wall, uncompromising drying performance, unmatched by other models! This is a variation of my No Spill design.
Behold: Max Flow!
Perfect fit for Bambu Lab Reusable Spool (Standard & HT), holds up to 43 g of desiccant at full spool height. Click-lock mechanisms ensure a secure fit of the lid and in the spool. Thoughtfully engineered geometry with numerous clever details.
Using a different spool than the one shown here? No problem!
Check out my Universal spool silica drybox designer – a Parametric Model Maker that helps you generate the perfect container size with a snug fit, nice click and ideal height for your spool.
If you'd prefer this specific design style instead, just send me a private message with your settings for my Universal spool silica drybox designer. I’ll be happy to create one tailored just for you and your custom spool.
What does “slicer-setting agnostic” mean?
This model was crafted so that no special slicer tweaks are needed, avoiding compatibility issues with older Bambu Studio versions or third-party slicers. The only requirements are:
- Maintain layer height: 0.20 mm (for a 0.40 mm nozzle) or 0.30 mm (for a 0.60 mm nozzle).
- Use the Arachne wall generator.
If you’re unsure, simply print with the provided profile unchanged.
This model is part of the Spool desiccant holders collection. Don’t see your spool in the collection? Let me know, and I’ll create a compatible version!
Take a look at the list of filament temperatures below and choose a suitable filament for your target temperature compatibility.
Attention, use the right nozzle for the model and your filament. The wall thickness and properties of the model are optimized for either a 0.4 mm nozzle and 0.2 mm layer height or a 0.6 mm nozzle and 0.3 mm layer height.
Intended Use Cases
- Fill once with silica gel and never unscrew again. Simply dry in the AMS while drying the filament (AMS 2 Pro and AMS HT).
- Bulk storage of spools: Leave the desiccant container in the spool when moving between storage and AMS.
- Best performance with S Tier filaments: silica gel beads can be dried in the Max Flow container at 120 °C in a convection oven.
Installation Tip: Insert the container on the “back” side of the spool (the side without a sticker) for a more secure fit. The front side also works, but may feel slightly less snug. Due to manufacturing tolerances, the first few insertions might be tight—push it in 2–3 times firmly, so the lugs adjust to the spool’s inner diameter.
Filament list
Choose a filament suitable for your temperature range. The AMS 2 Pro heats up to 65 °C, probably even warmer in some places. PLA already deforms massively here, I have tested this. Furthermore, PLA is not suitable for functional parts with thin walls, as it tends to become brittle.
I have divided all filaments into four tiers according to their heat deflection temperature, whereby each higher tier can of course also be used for all lower tiers. If you use a filament that is suitable for your temperature range, the desiccant can remain in the spool during filament drying and be regenerated along with it.
I strongly advise against any PLA.
I recommend PETG HF for AMS classic and general usage.
I recommend ASA-CF for the above, AMS 2 Pro and AMS HT.
I recommend PAHT-CF for the above, blast drying oven and other filament dryers, up to 150 °C*.
*Please note that silica gel beads with indicator are typically regenerated at 110 to 120 °C and the indicator can be destroyed at temperatures above 150 °C. I have tested regeneration at 65 °C and 85 °C, and this is sufficient if carried out occasionally.
I use 3DLAC Stick on the textured PEI build plate as an adhesive and release agent for PETG HF and ASA-CF. For PAHT-CF I use the smooth PEI build plate and Magigoo for PA as adhesion promoter.
Tier C 45 °C: Bambu Lab AMS and direct
- 52 °C PLA Galaxy (brittle, unsuitable for this model)
- 53 °C PLA Silk Dual Color (brittle, unsuitable for this model) (only 0.4 mm nozzle)
- 55 °C PLA-CF (brittle, unsuitable for this model) (0.4 mm or 0.6 mm hardened nozzle)
- 55 °C PLA Glow (brittle, unsuitable for this model) (0.4 mm or 0.6 mm hardened nozzle)
- 55 °C PLA Sparkle (brittle, unsuitable for this model)
- 56 °C PLA Marble (brittle, unsuitable for this model)
- 57 °C PLA Basic (brittle, unsuitable for this model)
- 57 °C PLA Wood (brittle, unsuitable for this model)
- 58 °C PLA Matte (brittle, unsuitable for this model)
- 60 °C PLA Silk+ (brittle, unsuitable for this model) (only 0.4 mm nozzle)
- 62 °C PLA Metal (brittle, unsuitable for this model)
Tier B 65 °C: Bambu Lab AMS 2 Pro
- 69 °C PETG HF - recommended by the designer
- 70 °C TPU 85A / TPU 90A (soft, unsuitable for this model) (only 0.6 mm nozzle)
- 70 °C TPU 95A HF (soft, unsuitable for this model)
- 70 °C TPU for AMS (soft, unsuitable for this model)
- 74 °C PETG-CF (0.4 mm or 0.6 mm hardened nozzle)
- 74 °C PETG Translucent
- 87 °C ABS
Tier A 85 °C: Bambu Lab AMS HT
- 99°C ABS-GF (0.6 mm hardened nozzle recommended)
- 100 °C ASA (0.4 mm nozzle recommended)
- 110 °C ASA-CF (0.6 mm hardened nozzle recommended) - recommended by the designer
- 113 °C PC-FR
- 117 °C PC
Tier S 180 °C: Convection Oven
- 186 °C PA6-CF (0.6 mm hardened nozzle recommended)
- 186 °C PA6-GF (0.6 mm hardened nozzle recommended)
- 194 °C PAHT-CF (0.6 mm hardened nozzle recommended) - recommended by the designer
- 205 °C PET-CF (0.6 mm hardened nozzle recommended)
- 227 °C PPA-CF (0.6 mm hardened nozzle recommended)
- 264 °C PPS-CF (0.6 mm hardened nozzle recommended)
Passion for Detail
Optimized Material-to-Hole Ratio:
- No limitation for desiccant granule size (as long as > 0.60 mm).
- More vented surface than any other model available.

Minimal Stringing, maximum speed:
- Retracts and Z-hops are minimized to avoid stringing.
- Walls are mostly printed as double-wall lines to save filament and speed up printing.

Wall & Bridge Geometry:
- The base and lid feature a calculated pattern that avoids crossing printed lines—no scratching, no noise, and no bed adhesion issues.
- Straight, short bridges print perfectly without supports, thanks to slicer speed optimization.

Click-Lock Lug Design:
- Hidden undercut (for the 0.40 mm nozzle version) makes the lugs flexible enough to snap reliably into the spool interior.

Thread Design for 3D Printing:
- 45° flank angle for easy printing and durability.
- Blunt start/end to economize filament and make the thread easier to find when closing.
- Tolerances chosen so that any properly tuned printer (especially Bambu Lab machines) can produce reliable threads without rework.

Arachne vs. Classic Wall Generator:
- Arachne: Uses “Inner wall” to fill small gaps—much faster and more efficient.
- Classic: Uses “Gap infill,” which is slower and less precise.

Enjoy the redesigned spool desiccant holder—engineered for reliability, ease of printing, and maximum filament protection.
Boost Me (for free)
Support for this model helps fund 3D printing in a local school in Lower Saxony, Germany. Contributions go toward printers and filament for student maker and robotics clubs, including preparation for "Jugend forscht" competitions. Likes, follows, and boosts help increase visibility and indirectly support hands-on technical education.
Translation Notice: I am not a native English speaker. I write all descriptions in English to ensure the best automated translation into other languages. To make the text smoother and more readable, I use language tools to refine my wording.
Bill of Materials Notice: Hero Shot models are usually printed in Bambu Lab PLA Basic, primarily Pumpkin Orange, Purple and Matte Charcoal Black. The Bill of Materials contains the recommended filament for the model, which may differ from the filament used for the photos.
Purchases made via the BOM support my work through the Maker World Commission Incentive at no extra cost to you.
License
You shall not share, sub-license, sell, rent, host, transfer, or distribute in any way the digital or 3D printed versions of this object, nor any other derivative work of this object in its digital or physical format (including - but not limited to - remixes of this object, and hosting on other digital platforms). The objects may not be used without permission in any way whatsoever in which you charge money, or collect fees.
Comment & Rating (126)