Bambu Style Silica Desiccant Core⧸NoSpill Sturdy





















Print Profile(4)







Description
 Collection Tip: Bambu Lab A2L: A2Lineage Design Journey
The A2Lineage Design Journey combines proven designs with new developments created specifically for the A2L platform.
Existing models only become part of this collection after verification on the actual machine. Compatibility is never assumed and every model must earn its place through testing and real world use.
New designs will join the collection as the platform evolves, while established favorites transition only when they truly meet my standards. |
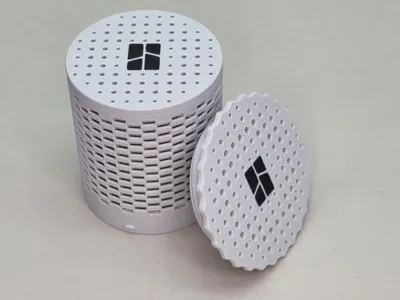
Perfect fit for Bambu Lab reusable and HT spools – holds up to 92 g of desiccant, locks securely in place, and features upgraded ventilation, stronger walls, and dual click-locks for both spool mount and lid.
 Get the newest Model
This design evolved into MaxFlow³ for Bambu Lab, the latest generation built specifically for reusable spool cores. Refined handling, reliable retention and everyday usability gradually shaped the current design through many iterations.
Get it here: Bambu Lab Silica Desiccant Core Drybox ⧸ MaxFlow³
Follow me If dry filament matters to you. A like or a boost directly supports further testing and new designs driven by daily use, not trends. |
This is the next iteration of my popular V1 design, enhanced with ingenious features.
Take a look at the list of filament temperatures below and choose a suitable filament for your target temperature compatibility.
Attention, use the right nozzle for the model and your filament. The wall thickness and properties of the model are optimized for either a 0.4 mm nozzle and 0.2 mm layer height or a 0.6 mm nozzle and 0.3 mm layer height.
What's new:
- Bambu Lab themed style with original hole size.
- Mesh backing for ultimate retention of desiccant.
- Click-lock mechanism in the lid thread. Secure fit of the lid.
- Click-lock mechanism on the container, for mounting in the coil, firm hold in any position.
- Further improved ventilation, more holes, less walls.
What's changed:
- New infill pattern in the base and lid. Uncompromising stability with excellent material consumption and speed.
- Wall thicknesses have been increased. Extreme durability was demanded, no ultra-light engineering.
What has been removed:
- Hygrometer inserts are not planned for the time being. If the model is used correctly, the humidity is below 10%.
Particularly suitable for use in the Bambu Lab AMS, AMS2 Pro and AMS HT.
Also for the storage of filament spools in large boxes, whereby the desiccant containers remain in the spool and do not have to be removed when removing the spool from the AMS or when reinserting.
This container is inserted on the “back”, i.e. the spool side without a sticker. The front side also works, but is somewhat less secure.
Initial installation in the spool may be a little snaggy due to tolerances in the spool manufacture and adjustment of your printer. Insert the puck two or three times with force to adjust the lugs.
Filament list
Choose a filament suitable for your temperature range. The AMS 2 Pro heats up to 65 °C, probably even warmer in some places. PLA already deforms massively here, I have tested this.
I have divided all filaments into four tiers according to their heat deflection temperature, whereby each higher tier can of course also be used for all lower tiers. There is nothing wrong with using PPS-CF filament for a 45 °C application, it's just a bit expensive.
From Tier A onwards, desiccant can be left in the container to dry without hesitation, regardless of the filament used.
I would currently recommend polycarbonate filament (PC) for use in the AMS 2 Pro and AMS HT. For around €40 you get a rock-solid and heat-resistant filament that prints well with booth 0.4 mm and 0.6 mm nozzle. I use magigoo for PC on the textured PEI build plate for PC. Another good choice is ASA-CF but it requires a 0.6 mm hardened steel nozzle. I use 3DLAC Stick on the textured PEI build plate for ASA-CF.
Tier C 45 °C: Bambu Lab AMS and direkt
- 52 °C PLA Galaxy
- 53 °C PLA Silk Dual Color (only 0.4 mm nozzle)
- 55 °C PLA-CF (0.4 mm or 0.6 mm hardened nozzle)
- 55 °C PLA Glow (0.4 mm or 0.6 mm hardened nozzle)
- 55 °C PLA Sparkle
- 56 °C PLA Marble
- 57 °C PLA Basic
- 57 °C PLA Wood
- 58 °C PLA Matte
- 60 °C PLA Silk+ (only 0.4 mm nozzle)
- 62 °C PLA Metal
Tier B 65 °C: Bambu Lab AMS 2 Pro
- 69 °C PETG HF
- 70 °C TPU 85A / TPU 90A (only 0.6 mm nozzle)
- 70 °C TPU 95A HF
- 70 °C TPU for AMS
- 74 °C PETG-CF (0.4 mm or 0.6 mm hardened nozzle)
- 74 °C PETG Translucent
- 87 °C ABS
Tier A 85 °C: Bambu Lab AMS HT
- 99°C ABS-GF (0.6 mm hardened nozzle recommended)
- 100 °C ASA (0.4 mm nozzle recommended)
- 110 °C ASA-CF (0.6 mm hardened nozzle recommended) recommended by the designer
- 113 °C PC-FR
- 117 °C PC recommended by the designer
Tier S 180 °C: Convection Oven
- 186 °C PA6-CF (0.6 mm hardened nozzle recommended)
- 186 °C PA6-GF (0.6 mm hardened nozzle recommended)
- 194 °C PAHT-CF (0.6 mm hardened nozzle recommended)
- 205 °C PET-CF (0.6 mm hardened nozzle recommended)
- 227 °C PPA-CF (0.6 mm hardened nozzle recommended)
- 264 °C PPS-CF (0.6 mm hardened nozzle recommended)
Passion for detail

Time to take a deep breath. Optimized ratio of material to “hole”. No limitation for the desiccant, anything goes as long as the particle size is larger than 0.6 mm.

The walls of the container are largely made from a double wall line.
This saves both filament and printing time, and there is practically no stringing in the model. A retract and z-hop are only required at layer changes or when printing several models. In addition, the seams can be practically invisible.

A close-up of the wall structure.
The stacked layers on the spokes, between which the outer walls following the radius of the circle as secants are drawn, are clearly visible.
All lines are straight, so the short bridges are printed perfectly without support material
The slight rounding of the lines is due to the optimisation of the slicer and the printing speed.

Click Lock lugs of the container, to engage in the spool, are designed to be flexible due to a hidden undercut in the wall (only 0.4 mm nozzle model).

Click Lock mechanism in the lid locks into the container and ensures secure closure.

Specially calculated pattern optimized for the slicer is used for the base and lid.

Threads optimized for 3D printing.
The threads are designed with an flank angle of 45° to ensure easy printing and maximum durability.
A blunt start and a blunt end save material and make it easier to find the thread when screwing in.
The tolerance was chosen so that the threads can be printed with any properly adjusted printer and any Bambu Lab printer anyway.

Arachne versus classic wall generator? Not really a question.
Well visible in Bambu Studio: Arachne uses ‘Inner wall’ to fill gaps, Classic uses ‘Gap infill’. For this reason, and because Arachne can calculate walls much more efficiently Standard is much slower.
Boost Me (for free)
Support for this model helps fund 3D printing in a local school in Lower Saxony, Germany. Contributions go toward printers and filament for student maker and robotics clubs, including preparation for "Jugend forscht" competitions. Likes, follows, and boosts help increase visibility and indirectly support hands-on technical education.
Translation Notice: I am not a native English speaker. I write all descriptions in English to ensure the best automated translation into other languages. To make the text smoother and more readable, I use language tools to refine my wording.
Bill of Materials Notice: All filaments shown in the pictures are listed in the Bill of Materials.
Purchases made via the BOM support my work through the MakerWorld Commission Incentive at no extra cost to you.
License
You shall not share, sub-license, sell, rent, host, transfer, or distribute in any way the digital or 3D printed versions of this object, nor any other derivative work of this object in its digital or physical format (including - but not limited to - remixes of this object, and hosting on other digital platforms). The objects may not be used without permission in any way whatsoever in which you charge money, or collect fees.
Comment & Rating (83)