Fast Start for Bambu Lab A1 - Start G-Code - v1.1


Print Profile(1)

Description
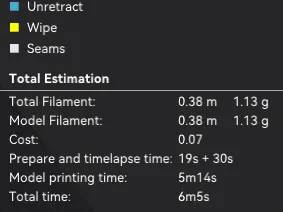
This is experimental start g-code, that cuts down prep time on BambuLab A1.
Open Bambu Studio.

Open your printer settings.

Open machine gcode tab.

Select all from machine start g-code, delete and paste this code :
;===== machine: A1 ========================
;===== author: amplabs =====================
;===== date: 20260111 =====================
;===== version: 1.1 =====================G91
G0 Z5 F600 ; mniejsze uniesienie głowicy przed czyszczeniem
G90
M106 P2 S0
M106 P1 S0
M104 S170
M140 S[bed_temperature]
M190 S[bed_temperature]
M109 S170
G28 ; homing X, Y, Z
M104 S[nozzle_temperature]
M109 S[nozzle_temperature]
G0 Z5 F300 ; mniejsze uniesienie
G92 E0
G1 Y2 F1000 ; mniejsze przesunięcie w osi Y
G1 Z0.22 F300
G1 X80 F600
G1 X120 E18 F360
G0 Z10 F600
G92 E0
G5Save as new profile and enjoy more than 10 times faster prep time.
Ideal for small parts that do not require that much precision as this profile removes most of calibration features.
This is non official g-code, you use this at your own risk.
Boost Me (for free)
You find this model useful? Consider boosting :)
Documentation (1)
License
You may create derivative works based on this object, provided that all such derivative works are published exclusively on the MakerWorld platform and include proper attribution to the original creator. You may not share, upload, host, distribute, or publish this object—or any derivative work of this object—on any other digital platform, marketplace, or distribution channel. Commercial use of this object and any derivative works is strictly prohibited. This includes, but is not limited to, selling, renting, sublicensing, or using the object in any context in which you receive monetary compensation or other financial benefits.
Comment & Rating (16)