Search models, users, collections, and posts
Handheld Sword - First Batch
IP Report
















Print Profile(1)

0.2mm layer, 2 walls, 15% infill
Designer
2 h
1 plate
Open in Bambu Studio
Boost
53
100
4
1
116
50
Released
Description
Content has been automatically translated.
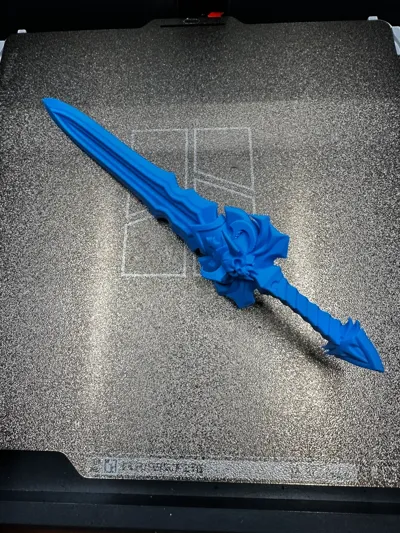
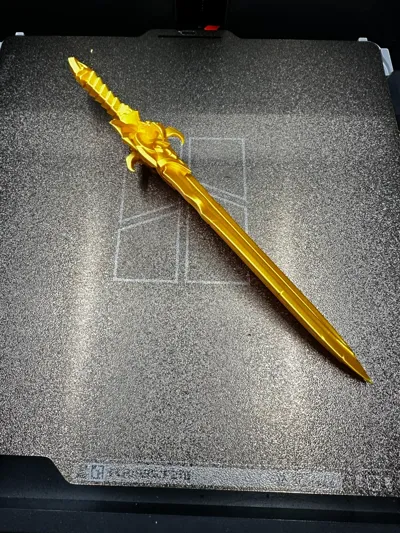
Hand-Held Sword Series One
Pocket-sized and highly playable, requiring only 27 grams of filament for printing.Note: For supports on sharp corners, first trim the encompassing supports, remove the larger supports, then return to remove the smaller supports around the sharp corners!
This design can serve as a hand-held item or children's toy. The showcased printing material is Ai Le Ku golden silk PLA (not recommended, too brittle; Tianrui or TuZhu golden filament yields better results!). Blue represents TuZhu PLA.The default parameters are: "0.2mm layer height, tree support type 'slender tree', threshold 30, top support layers 4, bottom support layers 4,support removal difficulty 1 star.
Please adjust the filament temperature to suit your material before printing. For any questions, please discuss them in the comments section. We welcome all experts to share their results and comments! Thank you everyone!
- Scale the dimensions to your preferred size before printing,PLA is recommended for a finer finish!
- Default parameters are suitable, but advanced users can fine-tune them further.
- Personal experience: When removing supports, remember to use gentle force in the direction of removal. Always first trim away support sections distant from the model, leaving just enough for the pliers to grip. This allows optimal clamping of the support's topmost layer closest to the model. The 'pliers rolling method'---when the pliers grip the support layer closest to the model, use the pliers' rolling motion to tear away the support, effectively rolling it up. Adjust your hand position, remain patient, and proceed gradually.
Boost Me (for free)
If you enjoy my work, please give me a boost! Your support fuels my content creation! Thank you!!!
3D Printing Tips and Preparatory Notes
- (All models published on this account have been test-printed and are compatible with all machine types. Before printing, verify that the printer and filament are functioning correctly. For any unresolved issues, please feel free to direct message me, and I will do my best to help!)
- Precautions:
- For troubleshooting, refer to thisresource:Print Quality and Troubleshooting | Bambu Lab Wiki
- Ensure the printer bed is clean; wiping with 95° medical alcohol after each print is recommended to maintain consistent print quality. Oil residue from touching the print bed significantly reduces adhesion, while previous print debris and residue also affect the first layer's quality, reducing the yield rate.
- Pay attention to filament drying (PLA generally doesn't require drying, it has good moisture resistance), this significantly impacts print quality and user experience! Filament that has been stored for a long time may absorb moisture. If stringing or spaghetti-like issues occur, consult the vendor for drying and print parameter adjustments.Most vendors do not dry filament before shipping; pre-drying is recommended for better results.
- Regarding filament selection, PLA is generally preferred for aesthetic parts, while PETG is suitable for structural components. Both materials are relatively affordable and produce minimal volatile organic compounds. (For health reasons, an air purifier is highly recommended.)
- When using a new brand of filament, it is advisable to calibrate the filament flow rate immediately and adjust the calibration factor. This significantly improves print quality and helps the new filament adapt to your printer.
- If print quality suddenly deteriorates and yield rate decreases, check for nozzle clogging, ensure the printer is level (placing it directly on the floor is recommended), and recalibrate the printer if necessary.
- Print at the recommended speed. Overhang quality, model geometry, and print speed are directly correlated; an appropriate speed (neither too fast nor too slow) allows sufficient cooling time for the material to solidify.
- Set appropriate bed and nozzle temperatures for different materials. Temperatures that are too high or too low can cause warping, layer deformation, or adhesion problems, affecting print quality and success rates. For P1S and later models, open the enclosure door if the internal temperature exceeds 35°C.
License
This user content is licensed under a Standard Digital File License.
You shall not share, sub-license, sell, rent, host, transfer, or distribute in any way the digital or 3D printed versions of this object, nor any other derivative work of this object in its digital or physical format (including - but not limited to - remixes of this object, and hosting on other digital platforms). The objects may not be used without permission in any way whatsoever in which you charge money, or collect fees.
Comment & Rating (4)