Pastamatic - Fully Printed Gear and Bearing Set





Print Profile(2)


Description
Compatibility
This set fits PASTA lite Receiver version 0.3 and earlier as well as the OG Pastamatic.
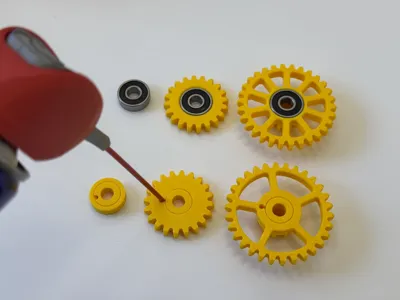
For PASTA lite Receiver version 0.4 and later, the printable gear and bearing set will be included in the main print profiles and the set on this page is not needed. The 608 sized bearing and 20 tooth idler from here will fit but the reducer gear (the big one) will NOT fit as that has been made shorter.
Introduction
Fully printable print-in-place sleeve bearing set for PASTA lite Receiver Assembly. These spin much better than cheap 608 bearings and are a little louder, and will be fine for occasional use. These parts are backwards compatible with the OG Pastamatic.
Buy why? - I am designing out specialised hardware anywhere as possible to make designs more accessible to those just starting out and have not yet accumulated a lot of hardware.
I've opted for a sleeve design instead of ball/rollers as it has much less radial and axial runout, run quieter and print faster.
Print settings
Please use the included profiles.
Seams should be random on cylindrical/conical bearing faces, and seams should be painted to be inside the grease hole where possible.
If you cannot release the centre hub from the outside, do NOT scale the model. If you have a pair of calipers, I would measure the filament to see if you could be over-extruding and making the parts bigger. If the filament is, say, 1.78mm diameter or bigger, then it's likely over-extruding. You can correct extrusion flowrate by following the steps in Bambu Lab Wiki - Flow Rate Calibration. You can also try another batch or colour of filament.
User @steakzilla had issues with the hub not releasing from the outside and commented below “I printed with the profile .08 extra fine. All the bearings came out perfect and work really well.” Another user commented that this fixed their seizing issue. So reducing the layer height is also a potential fix.
I have tried changing the wall print order to outer/inner but I got worse results as the seams were more pronounced.
The sleeve clearance is 0.2mm.
Material
PLA works great.
Lubrication
Each part has a grease hole to easily add a lubricant of your choice. This is highly recommended as they will run much smoother and quieter. Some kind of light oil is recommended but just use what you have on hand. However, do not use a “water displacement” spray, they will dry up and stop working quickly.
As with all of my models, feel free to upload your print profiles (and keep the points!). This is especially true if you had issues others may also have, maybe improved it or maybe made one for a special material - please share!
That is all, enjoy!


Comment & Rating (50)