Quick caveat first: when I mention "different nozzle sizes," I am talking about a future Level 3 requirement. I am not claiming that the current H2C can already mix different nozzle diameters in one print. The main point of this post is simpler: H2C and Snapmaker U1 are aimed at very different operating conditions, so comparing only toolchange speed misses the real question.
People often compare H2C, Snapmaker U1, Prusa XL, and Flashforge Creator 5 Pro by asking: which one changes tools faster, which one wastes less filament, and which one looks more like a "real" multi-tool system? That comparison is useful, but if we only look at toolchange speed, I think we miss the most important part.
My view is that H2C is not a compromise because Bambu "could not change the whole toolhead." It is also not just a trick to sell more AMS units. It redefines the problem: multi-material printing is not mainly about hanging more nozzles on the machine. It is about switching between materials that live in very different temperature windows, without making the system unreliable.
If we are only talking about PLA multicolor, I would happily give U1 / XL a lot of credit. Whole-toolhead switching can be fast, clean, and low-waste. But once we talk about PLA + ABS, PLA + PC, PLA + PAHT, or engineering materials plus support materials, we are no longer playing the same game. If different nozzle diameters eventually join the same job, that becomes an even higher-level future scenario.
Three Levels Of Demand
Level 1: multicolor with the same or similar-temperature material. PLA multicolor, PETG multicolor, same nozzle diameter. The key metrics are toolchange speed, waste, and slicer experience. Whole-toolhead systems like U1 / XL can be extremely strong here.
Level 2: true multi-material, with large temperature gaps. PLA + ABS / PC / PAHT, or support material + engineering material. The key metrics become chamber temperature, where the inactive material stays, cooling strategy, and clog risk.
Level 3: future layer, multicolor + multi-material + different nozzles. This is not a claim that current H2C already supports mixed nozzle diameters. It is a future demand: fine outer walls, stronger inner walls and infill, and maybe even different filament diameters in the long run.
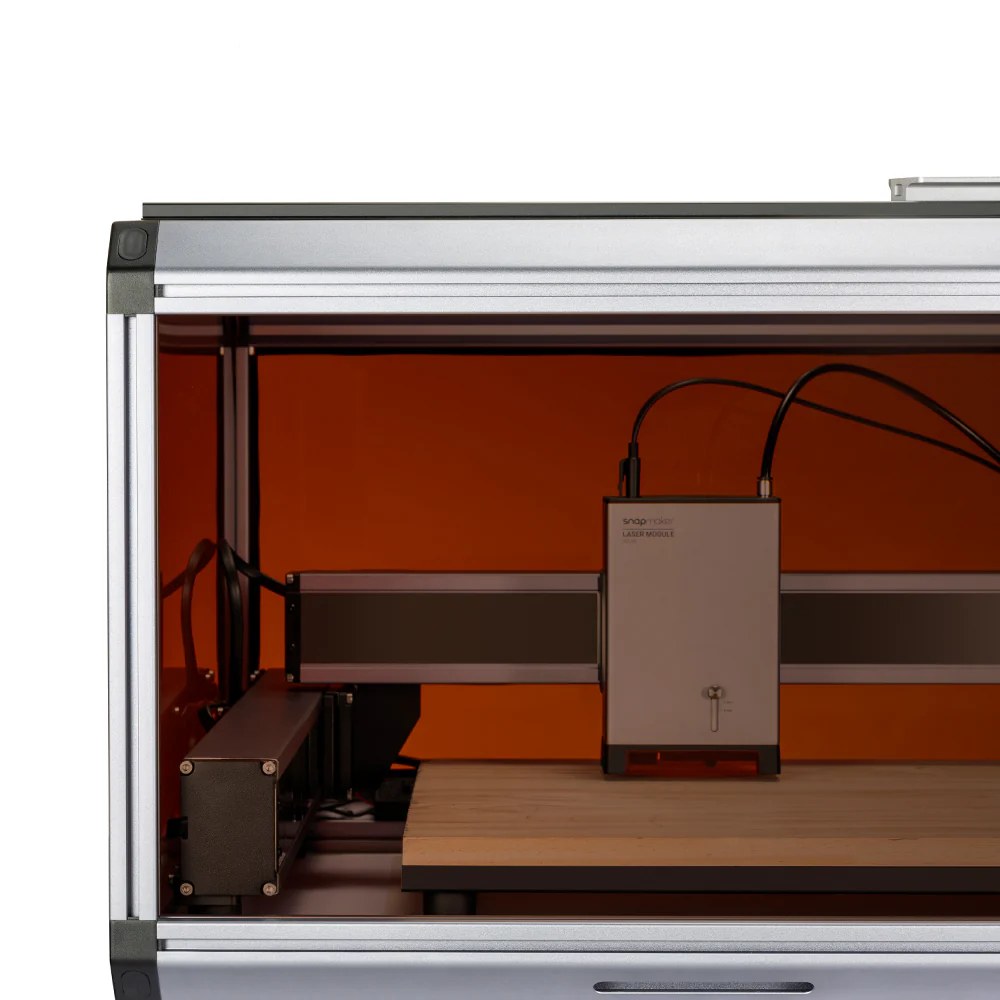
The Tall PTFE Tubes On U1 Already Tell Part Of The Story
U1 is a fascinating machine. Its top-mounted PTFE tubes are very visible, and the material effectively lives with the corresponding toolhead. That is exactly why the system can feel so good in PLA multicolor: when a toolhead is swapped, the material path goes with it, and the next tool is ready to work.
But this design has a boundary. If you enclose the machine and heat the chamber for a high-temperature material, the low-temperature material is no longer just "waiting." It is also sitting in or near the warm toolhead path. PLA does not need to melt to become a problem. As it approaches its softening / heat-deflection range, it can expand, deform, get sticky, increase friction, and eventually stop feeding smoothly.
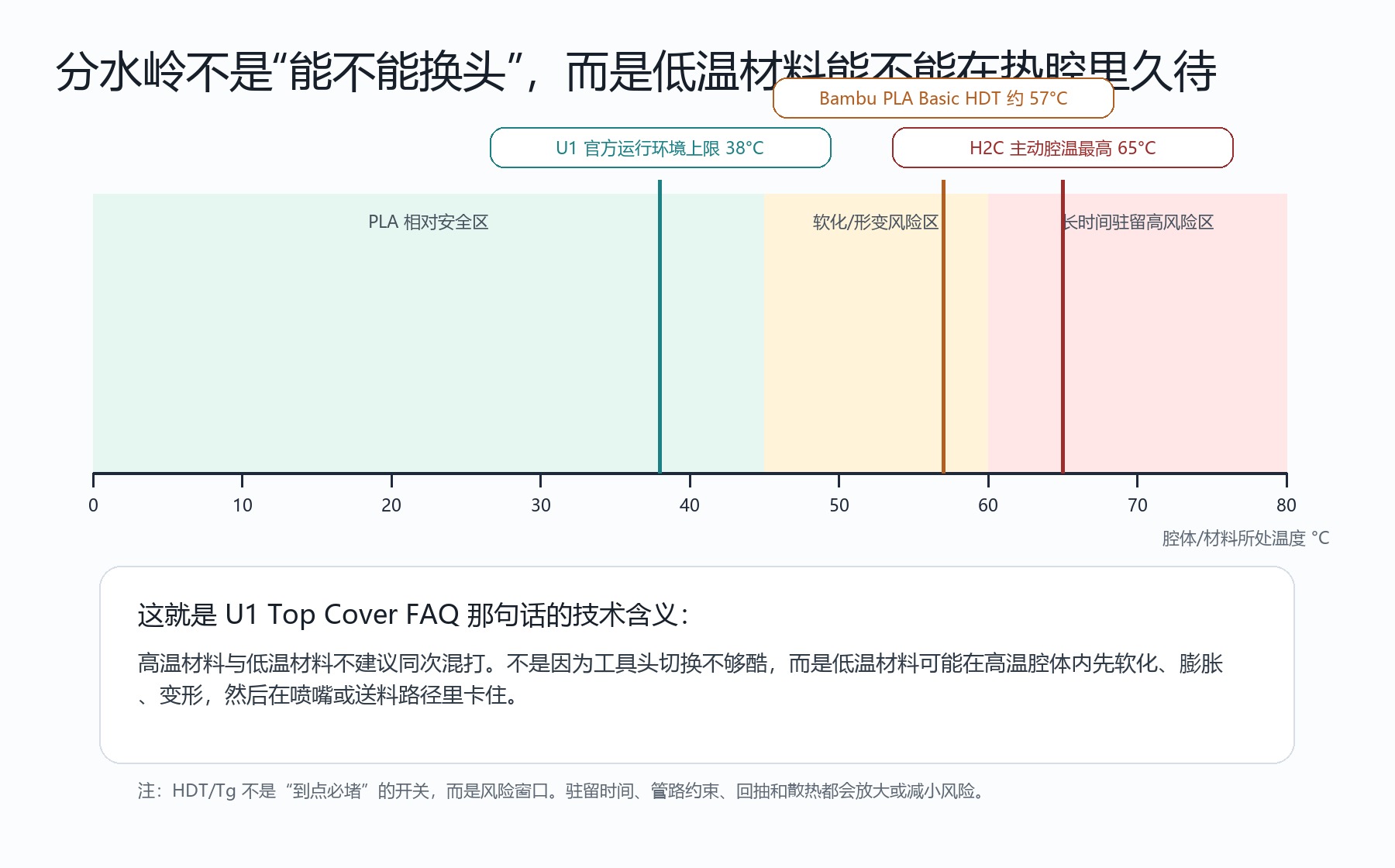
Snapmaker's own U1 Top Cover FAQ makes this boundary clear: high-temperature and low-temperature materials are not recommended in the same print because low-temperature material may soften in a high-temperature chamber and clog the nozzle. This is not forum speculation. It is an operating-condition limit of that architecture.
The Real Dividing Line Is Chamber Temperature
H2C is specified with an actively heated chamber up to 65 C and a hotend up to 350 C. That matters for PC, PAHT, ABS/ASA and other engineering materials, because a stable thermal environment reduces warping, internal stress, cracking, and weak layer bonding. But PLA's heat-deflection / softening window is around the 50-60 C range depending on formulation. PC enjoys that warm chamber; PLA may not.
Bambu's own H2C manual also separates high-temperature and low-temperature materials, and warns that low-temperature materials can soften and deform in the extruder or hotend at higher chamber temperatures, increasing clog risk. It also does not recommend mixing high-temperature and low-temperature materials. In other words, this is not a "flaw" of one brand. It is a real boundary of cross-temperature multi-material printing.
This does not mean "PLA clogs at exactly 57 C." Real risk depends on dwell time, cooling, tube constraints, retraction, humidity, brand, and where the material sits. But as an engineering rule of thumb, PLA sitting for a long time in a chamber near or above 60 C should be treated as high risk.
H2C's Compromise May Actually Be The Future-Facing Choice
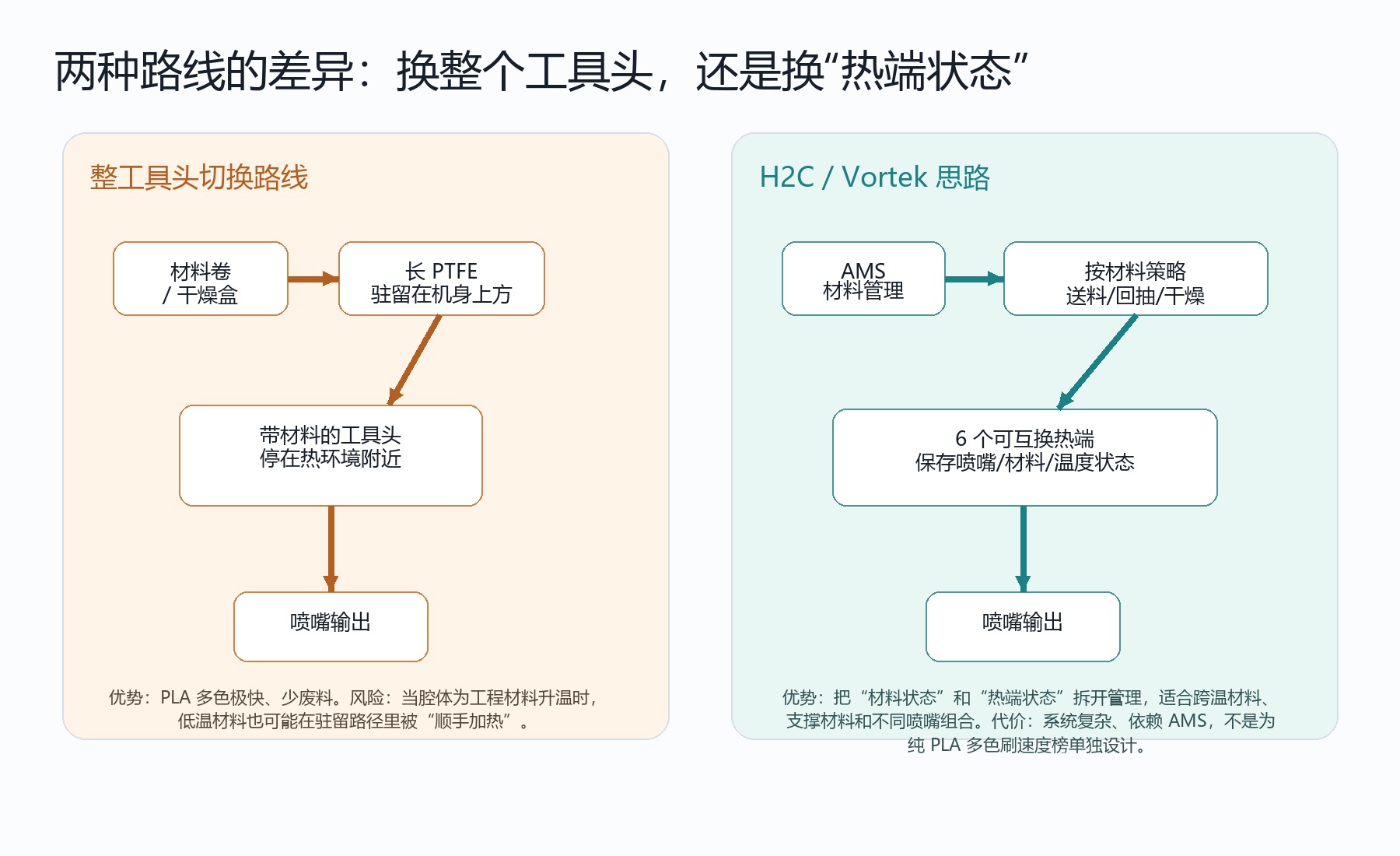
Whole-toolhead switching says: bundle nozzle, extrusion, fan, sensors, and material path into one tool, then pick up whichever tool is needed. That is great for same-temperature multicolor printing.
The H2C / Vortek idea is different: instead of moving the entire toolhead, it manages the hotend state as a swappable and remembered unit, while AMS handles filament storage, drying, feeding, and retraction. In that framing, H2C is not "bad at changing the whole toolhead." It is trying to avoid leaving long runs of low-temperature material parked in a hot chamber, while separating material state, hotend state, and nozzle state.
This is also why I put "different nozzle sizes" into the future-trend bucket. A fine nozzle can make outer walls cleaner; a larger nozzle can make inner walls, load-bearing structures, and infill stronger and faster. In the future, even filament diameter might diverge for different jobs. Under that level of complexity, switching nozzle / hotend state may be more practical than moving an entire toolhead, its material path, and its parked thermal environment together.
My Own Experience: Getting Good At Fixing Clogs Is Not A Feature
I have not bought a U1, but I have seen a friend's enclosed U1 run into similar issues: low-temperature material is affected by the warm path, and extrusion becomes unreliable afterward. I have also run into this while testing multi-material paths on X2D. When low-temperature material stays too long in a tube or auxiliary extrusion path, clog probability can become very high.
You can get good at repairing it. I did. In plain words: I became painfully good at it. But being good at repair does not make it a reliable solution. A good multi-material system should reduce the chance that users have to deal with this kind of low-temperature-material-in-hot-environment failure in the first place.
This Is Not About One Machine Destroying Another
- Snapmaker U1: very strong for PLA multicolor and similar-temperature materials. The boundary appears when low-temperature material has to wait in a high-temperature environment.
- Prusa XL: an excellent multi-tool benchmark, but not the only answer for actively heated cross-temperature material conditions.
- Flashforge Creator 5 Pro: four independent toolheads plus an actively heated chamber. It proves that heated chambers and multi-tools can coexist, but at a higher machine class and cost.
- Bambu H2C: strongest today in Level 2 conditions: cross-material printing, support materials, and heated-chamber engineering materials. Level 3 mixed nozzle sizes are a future extension direction, not a current claim.
Conclusion
H2C may not win every PLA multicolor speed demo. It may not look as mechanically dramatic as a full toolchanger. But as multi-material printing moves forward, the hard problem becomes high-temperature engineering material + low-temperature interface/support material + multiple colors + different drying requirements, all running reliably for many hours.
At that point, simply hanging more full toolheads on the machine does not automatically solve the problem. We have to ask: where does the low-temperature material wait? How long does it wait? What happens when the chamber reaches 60 C or more? Does the material need to cool before the next use? How do we handle hot-material residue in the nozzle? And if future systems allow different nozzle diameters, how do we calibrate strength, flow, and surface quality?
If you only print PLA multicolor, I totally understand choosing U1 / XL. But if the task is PC or PAHT as the main material plus PLA/support material, how do you keep the low-temperature material from sitting too long in a 65 C chamber? And if the future brings different nozzles, different interfaces, and maybe even different filament diameters, the state that a whole-toolhead system has to manage will only get heavier.
Sources
1. Bambu Lab H2C official blog: https://blog.bambulab.com/bambu-lab-h2c-where-multi-material-vortek-system-meets-engineering-precision/
2. Bambu Lab H2C specs: https://bambulab.com/en/h2c/specs
3. Snapmaker U1 product page: https://www.snapmaker.com/en-US/snapmaker-u1
4. Snapmaker U1 Top Cover FAQ: https://us.snapmaker.com/products/top-cover-for-snapmaker-u1
5. Bambu PLA Basic technical data sheet: https://store.bblcdn.com/s1/default/58b85d0f3db94878854a28fdb8a0006e/Bambu_PLA_Basic_Technical_Data_Sheet.pdf
6. Bambu PC material page: https://bambulab.com/en-us/filament/pc
7. Bambu PAHT-CF material page: https://bambulab.com/en/filament/paht-cf
8. Bambu Lab H2C user manual: https://csm.bblcdn.com/hub/eff78da43720461787dc8bbe5fa0372d.pdf
Image notes: the following images correspond to the demand levels, U1 top cover and tube layout, thermal risk window, architecture comparison, and H2C hotend information.