先打一个补丁:文中提到“不同喷嘴口径”是未来 Level 3 需求判断,不是说当前 H2C 已经能混不同喷嘴尺寸打印。本文当前要讨论的重点,仍然是 H2C 和 Snapmaker U1 面对的工况完全不同,所以只拿它们比换头速度,其实意义不大。
最近很多人把 H2C、Snapmaker U1、Prusa XL、Flashforge Creator 5 Pro 这类方案放在一起比:谁换头快,谁废料少,谁看起来更像“真·多头”。这个比较当然有价值,但如果只盯着换头速度,我觉得会把最关键的问题漏掉。
我的判断是:H2C 不是一个“不会换整头所以退而求其次”的方案,也不只是为了多卖 AMS。它更像是把问题重新定义了:多材料打印的难点,不在于把几个喷嘴挂到机器上,而在于不同材料在不同温度窗口里怎么安全、稳定地切换。
如果只是 PLA 多色,U1/XL 这类整工具头切换非常强,甚至更爽。但一旦进入 PLA + ABS、PLA + PC、PLA + PAHT,或者工程材料 + 支撑材料,那就已经不是一个游戏了。再往后,如果多喷嘴口径也进入同一个任务,那会是更高一层的未来工况。
把需求先分成三层
Level 1:多色,同材或近温材料。
PLA 多色、PETG 多色、同一喷嘴口径。核心指标是换色速度、废料、切片体验。U1 / XL 这类整工具头切换会非常强。
Level 2:多材料,且材料温差很大。
PLA + ABS / PC / PAHT,或者支撑材料 + 工程材料。核心指标变成:腔温、材料驻留位置、降温策略、堵头概率。
Level 3:未来层,多色 + 多材料 + 不同喷嘴。
这不是说当前 H2C 已经能混喷嘴口径打印,而是未来需求判断:外墙要细,内墙和填充要强,甚至进料线径也可能分化。
U1 顶部那几根长 PTFE 管,其实已经把答案写在机器上了
U1 很有意思。你看它的结构,会看到顶部有几根明显挑高的 PTFE 管,材料要“住”在对应的工具头里。这样做的好处很直接:工具头切换时,材料路径和工具头一起被拿走,下一把工具头拿起来就能干活,这也是它能把换头体验做得很爽的原因。
但这个设计也带来一个边界:如果你把机器封得很热,或者让高温材料把腔体温度带起来,低温材料就不再只是“停在那里等下一次出场”。它会在管路里、喷嘴附近、工具头里一起被加热。PLA 这类材料一旦接近软化/热变形区,问题不是马上熔掉,而是变粗、变黏、变形、摩擦变大,最后变成挤不动或卡住。
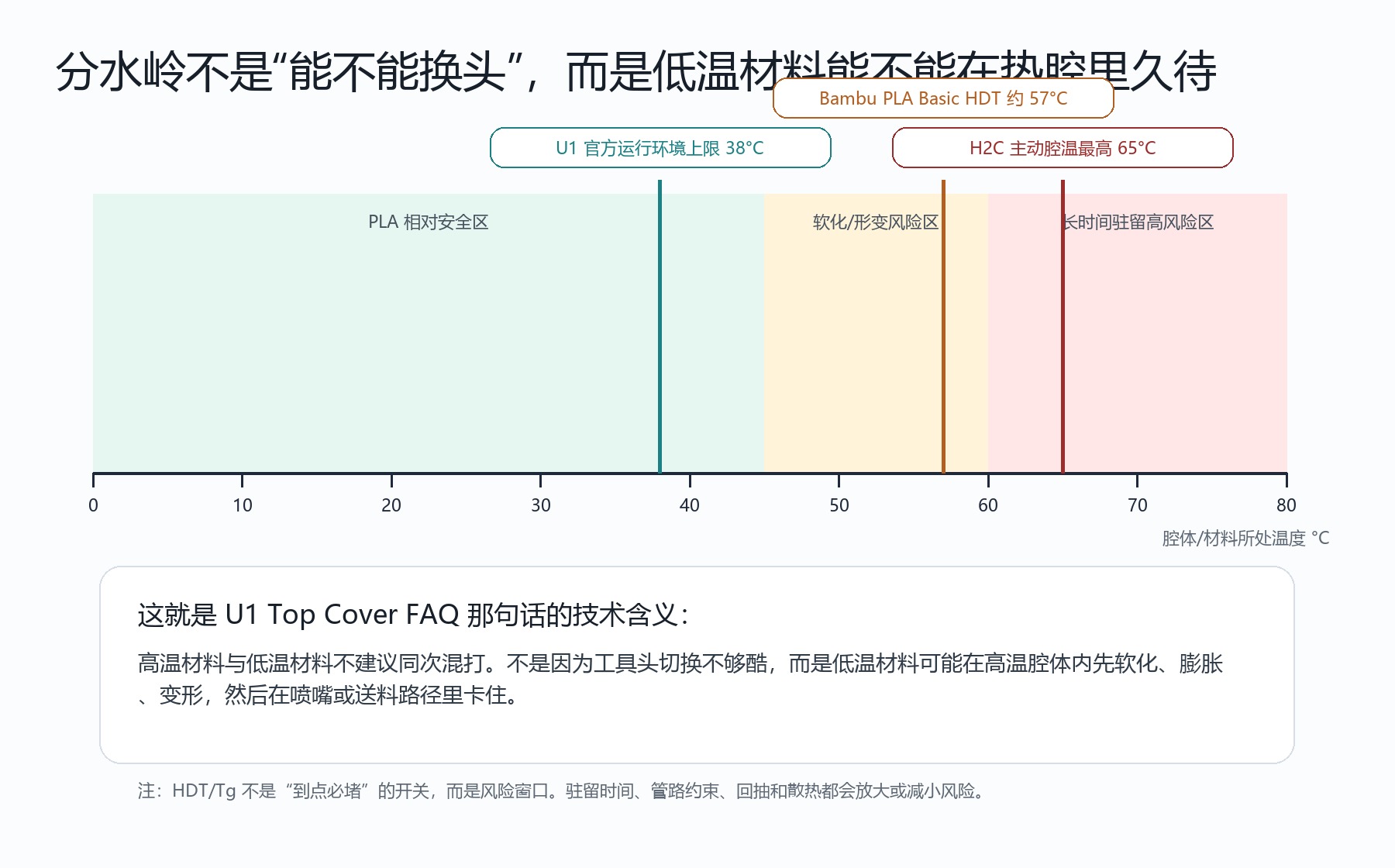
Snapmaker 自己的 U1 Top Cover FAQ 就把边界写得很清楚:不建议高温材料和低温材料同次打印,因为低温材料在高温腔体里可能软化并堵喷嘴。这不是网友脑补,而是这个架构的真实热边界。
真正的分水岭是腔温:65°C 对 PC 很舒服,对 PLA 就不礼貌了
H2C 官方规格里主动腔温最高 65°C,喷嘴最高 350°C;这对 PC、PAHT、ABS/ASA 这类工程材料很重要,因为它们需要更稳定的热环境来降低翘曲、层间应力和开裂。问题是,PLA 的热变形温度本来就在 50 多摄氏度附近。你让 PC 住进温泉,它会说舒服;你让 PLA 也陪着泡,就很难保证它还规规矩矩。
更有意思的是,Bambu 自己的 H2C 手册也把材料分成高温材料和低温材料,并提醒低温材料在较高腔温下可能在挤出机或热端内软化变形,增加堵塞风险;高温材料和低温材料也不建议混打。换句话说,这不是某一家机器的“黑点”,而是跨温多材料共同面对的热边界。
这里不是说“PLA 到 57°C 必堵”。真实打印里还要看驻留时间、风道、管路约束、回抽距离、是否在喷嘴里受热、材料品牌和湿度。但作为工程判断,PLA 长时间待在 60°C 左右的热环境里,本来就应该被视为高风险。
所以 H2C 的妥协,反而是面向未来工况的选择
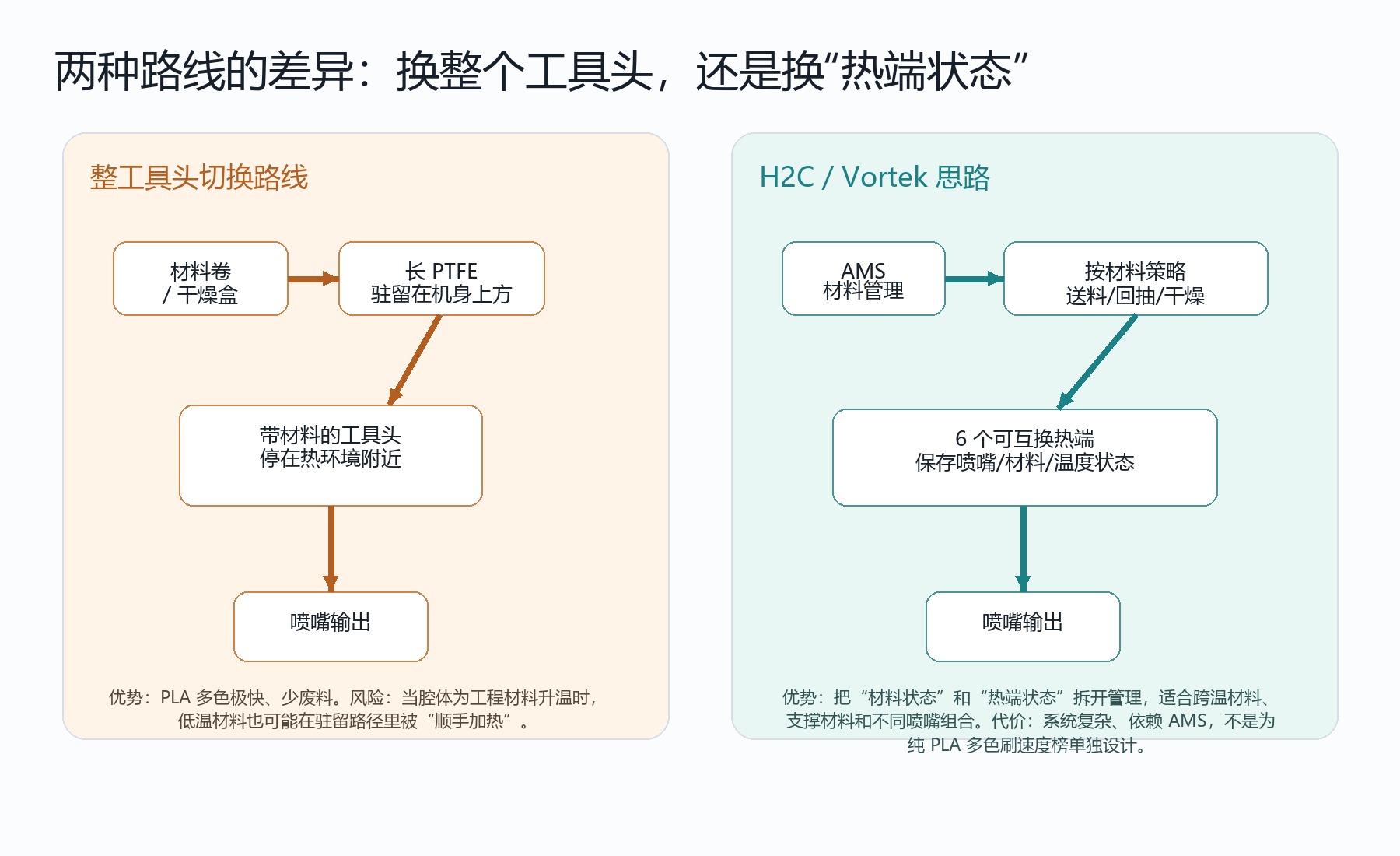
整工具头切换的逻辑是:我把喷嘴、挤出、风扇、传感、材料路径都打包成一个工具头,要用哪个就拿哪个。这在多色同材里很爽,因为材料温度窗口接近,工具头只要快、准、少废料就行。
H2C / Vortek 的逻辑更像是:我不急着把整个工具头都换掉,而是优先把“热端状态”做成可切换、可记忆、可管理的单元;材料卷、干燥、送料和回抽仍由 AMS 体系负责。这样看,它不是不会换整头,而是在避免把低温材料的长驻留路径塞进高温腔体里,让材料状态、热端状态、喷嘴状态分开管理。
这也是为什么我会把“不同喷嘴尺寸”放到未来趋势里:外墙可以用更细喷嘴保证表面和细节,内墙、承力结构和填充可以用更大喷嘴提高强度和效率;未来甚至不排除不同线径的 filament 进入同一台机器。面对这种复杂状态,换喷嘴/换热端状态,往往比把完整工具头、材料路径和驻留热环境一起搬来搬去更实际。
我自己的经验:堵到熟练,其实不是好事
我没有买 U1,但我身边有朋友的 U1 在封箱后遇到过类似问题:低温材料在管路里被热环境影响,后面挤出就不顺。更早我自己在 X2D 上测试多材料时也踩过坑:只要低温材料在管子或辅助挤出路径里停留太久,堵的概率就会非常高。
这个维修当然可以练出来。我当时修到什么程度?用一句俗话说,就是熟练得让人心疼。但熟练维修不等于这是可靠方案。真正好的多材料系统,应该尽量让用户少碰这类“低温料热驻留”的雷。
不是谁把谁吊打,而是谁适合哪个工况
- Snapmaker U1:PLA 多色、近温材料、少废料体验很强。边界是高温/低温材料同次混打时,低温材料驻留风险会变成核心问题。
- Prusa XL:优秀的多工具头基准,但默认并不是主动热腔跨温材料的唯一答案。
- Flashforge Creator 5 Pro:4 独立工具头 + 主动高温腔体,更像专业路线,证明高温腔体和多工具头可以并存,但代价也更高。
- Bambu H2C:当前强项在 Level 2:跨材料、支撑材料和高温腔体共存;Level 3 的多喷嘴口径属于未来扩展方向。
结论
H2C 不一定在每一个 PLA 多色样件里最快,也不一定看起来最“机械臂炫技”。但多材料打印继续往前走,真正难的场景会是:高温工程料 + 低温界面料、可溶/易剥支撑、多颜色、不同干燥需求,同时还要稳定地跑完几十个小时。再往未来走,才会叠加不同喷嘴口径,甚至不同进料线径。
到了这个阶段,单纯把更多工具头挂上去并不能自动解决问题。你要回答的是:低温材料在哪里等?它等多久?腔温升到 60°C 以上时它会不会软化?下一次出场之前要不要降温?喷嘴里残留的高温材料怎么处理?如果未来开放不同喷嘴口径,又该怎么校准强度、流量和外观?
如果只打 PLA 多色,我完全理解你选 U1 / XL。但如果任务是 PC 或 PAHT 主体 + PLA/支撑材料,你会怎么避免低温材料在 65°C 腔体里长时间驻留?至于不同喷嘴口径,我把它当作未来 Level 3 问题:如果以后外墙、内墙、填充、支撑界面都要不同喷嘴甚至不同线径,整工具头路线要管理的状态会越来越重。
资料来源
1. Bambu Lab H2C 官方博客:https://blog.bambulab.com/bambu-lab-h2c-where-multi-material-vortek-system-meets-engineering-precision/
2. Bambu Lab H2C 规格页:https://bambulab.com/en/h2c/specs
3. Snapmaker U1 官方产品页:https://www.snapmaker.com/en-US/snapmaker-u1
4. Snapmaker U1 Top Cover FAQ:https://us.snapmaker.com/products/top-cover-for-snapmaker-u1
5. Bambu PLA Basic 技术数据表:https://store.bblcdn.com/s1/default/58b85d0f3db94878854a28fdb8a0006e/Bambu_PLA_Basic_Technical_Data_Sheet.pdf
6. Bambu PC 材料页:https://bambulab.com/en-us/filament/pc
7. Bambu PAHT-CF 材料页:https://bambulab.com/en/filament/paht-cf
8. Bambu Lab H2C 用户手册:https://csm.bblcdn.com/hub/eff78da43720461787dc8bbe5fa0372d.pdf
配图补充:下面几张图分别对应本文提到的需求层级、U1 顶盖与管路、热窗口、换头架构,以及 H2C 热端信息。